工业CT检测设备的精度
工业CT检测设备的精度
在工业CT领域做久了,经常会遇到客户问我们一个问题:工业CT检测精度高不高?工业CT设备的检测精度是多少?
用户对精度的要求我们都理解,毕竟,站在用户的角度来说,检测结果精度越高越好,但是检测精度和各种因素相关,并不是某一个零件就能决定工业CT检测的精度,从理论上来说,检测精度反映被测物理量的实测值和真实值之间的误差大小,误差越大,精度越低,误差越小,精度越高。
退一万步讲,如果测量过程是在理想环境条件下进行,则测量的结果将十分正确。但这种理想的测量环境和条件在实际中是不存在的,也就是误差无法避免的。误差的大小与工业CT设备的精度、检测过程中的随机因素、测量方法等许多因素有关,其中工业CT设备的精度对误差的影响非常大。
那什么是精度呢?一般测量仪器的精度就是其最小刻度长度,比如,普通直尺最小刻度为1mm,即测量精度为1mm。在GJB 5312中像素定义为构成工业CT图像的基本单元。所以,对工业CT设备来说,检测精度就是像素尺寸大小。
- 体素和像素
在工业CT中得到的图像实际反映物体一个三维体层的情况。体素是指物体成像的断层上的小体积元。工业CT图像的重建就是将每个体素的衰减系数值反映在成像断层上的分布矩阵。所以,这种体素矩阵行列数越大,工业CT图像越细腻,分辨率越高,检测精度则越高。
往细节方面深入,像素实际就是体素的二维显示,在工业CT中,由单个像素为基本单元组成的矩阵实际就是我们通常所说的重建矩阵。像素通常有两种表示方式,一种以矩阵形式表示如512×512或1024×1024,另一种以像素数量表示如100万像素或200万像素,在工业CT中以矩阵形式表示。关于体素和像素的概念关系,可以参考下图:
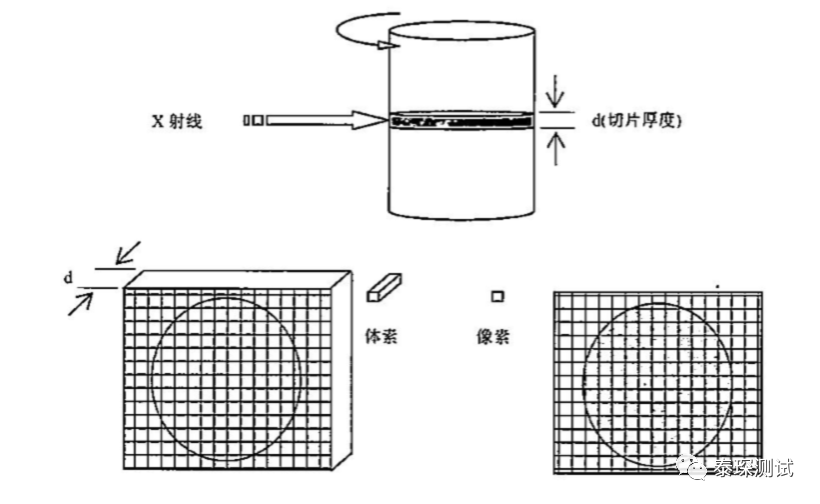
谈到这里,所以我们可以得到最重要的结论:像素尺寸与重建矩阵大小有关,工件工业CT图像放大倍数越大,则重建矩阵越大,像素尺寸越小,精度越高。
所以,在工业CT检测的时候,为获得高精度,通常将工件尽量靠近射线源,使得工业CT图像充满探测器平面,此时可获得最大放大倍数,即探测器尺寸/工件尺寸。
我们以案例说明:假设工件直径为L,当扫描放大倍数为1,即没有放大,此时像素尺寸即是探元尺寸(或像素间隔)S,重建矩阵为(L/S)*(L/S);当放大倍数为N,工件直径还是L,重建矩阵相应变大N倍即(NL/S)*(NL/S),则像素尺寸为L/( NL/S)=S/N,即探元尺寸的1/N.
所以,工件放大多少倍,像素尺寸缩小多少倍(当然这是在设备允许条件下)。
2. 如何快速算出工件的工业CT检测精度?
总结一些规律,在工业CT设备条件允许的情况下,通过探元尺寸、探测器尺寸、工件尺寸可获得工件的工业CT检测精度。
假设探元尺寸为100μm,探测器尺寸为300mm×300mm,工件直径100mm;要使得放大倍数最大,则工件尽量靠近射线源使得工业CT图像充满探测器平面,所以放大倍数近似为300mm/100mm=3,于是检测精度近似为100μm/3≈33μm。
以上检测精度的评估是对于简单工件而言,如果要对工件的局部区域进行检测,则需视工件情况选择工件摆放方式,以及检测方法,检测精度则以现场测试结果为主。
东莞有一家专业的工业CT检测公司——众晓测试,拥有多台德国进口的Yxlon设备,此设备的稳定和精确性是业内顶尖的,同时,众晓拥有多名在工业CT领域工作5年以上的工程师,通过他们的专业经验和检测工艺,我们可以完成微米级或者纳米级的检测精度,以满足不同客户的需求。
 中文版
中文版 English
English