
X-ray 中文名X射线,是由于原子中的电子在能量相差悬殊的两个能级之间的跃迁而产生的粒子流,是波长介于紫外线和γ射线之间的电磁辐射。其波长很短约介于0.01~100埃之间。由德国物理学家W.K.伦琴于1895年发现,故又称伦琴射线。
X射线因其波长短,能量大,照在物质上时,仅一部分被物质所吸收,大部分经由原子间隙而透过,表现出很强的穿透能力。X射线穿透物质的能力与X射线光子的能量有关,X射线的波长越短,光子的能量越大,穿透力越强。X射线的穿透力也与物质密度和厚度有关,密度越高的材料越容易吸收x-ray 射线,生成的影像就越黑,如金丝或锡球,利用差别吸收这种性质可以把密度不同的物质区分开来,用x-ray 检查焊接问题即是利用了 x-ray这穿透特性。
常见焊接不良x-ray图像
l 气泡不良
|
标准:气泡大于25%不可接受 |
|
现象:在X-ray 照射下,IC测算框内气泡面积大于25%
|
|
原因: a. 无铅焊料的表面张力大,移动速度慢,焊料的润湿性、扩散性差,有机物经过高温裂解后产生的焊剂挥发物质难以挥发出去,物料氧化及PCB焊盘处理工艺过程缺陷。 b.锡膏特性及炉温设置不符合产品的要求。 c.车间湿度太高 |

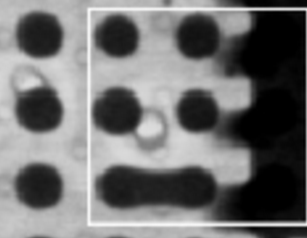
l 内部连锡
|
标准:不同网络焊盘不能连锡 |
|
现象:元件内部焊盘与外层及插件孔连锡
图3 连锡短路 |
|
原因:锡膏印刷不良等引起 |
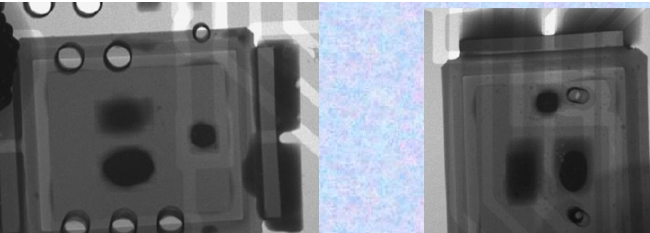
l 虚焊
|
标准:焊盘清晰无重影 |
|
现象:元件焊盘有重影,焊锡与焊盘没有完全焊接
图4 虚焊 |
|
原因:炉温曲线温度设定不满足焊接要求 |
l 少锡
|
标准:焊盘完整无缺口 |
|
现象:元件焊盘整体有部分没有焊锡
图5 焊盘异常 |
|
原因:PCB污染或工艺处理缺陷,导致焊盘缩锡 |

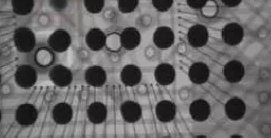
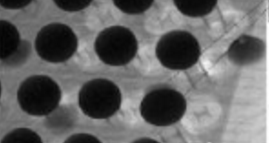
l BGA 空焊
|
标准:焊点饱满,球径大小均匀,形状呈圆形,颜色较深且无气泡等不良
图6 焊接OK成像 |
|
现象:BGA锡球少锡,BGA与PCB无法连接 |
|
原因:印刷工位漏印 |
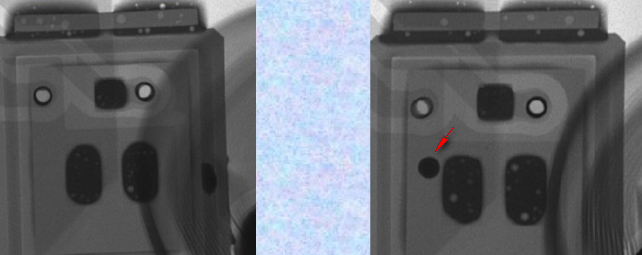
l 锡珠
|
标准:无残留锡渣或锡珠 |
|
现象:元件内层有独立的黑色锡点
图8 锡珠 |
|
原因:锡膏印刷不合格等 |
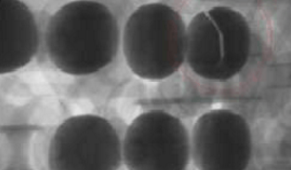
l 锡球开裂
|
标准:锡球完整无裂痕 |
|
现象:锡珠有裂缝
图9 锡球开裂 |
|
原因:锡膏有异物 |
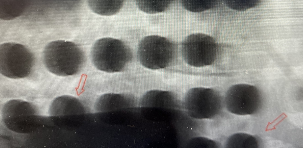
l 锡球偏移
|
标准: 锡球偏移≤25% 为可接受 锡球偏移>25% 为不可接受 |
|
现象:锡球相对焊盘偏移
图10 锡球偏移 |
|
原因:贴片定位不准,焊接过程有振动 |
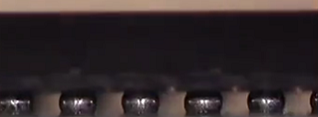
l HIP(Head In Pillow,枕头效应)
枕头效应(Head-in-Pillow,HIP)是指焊点的不良现象类似一个人的头靠在枕头上的形状而得名。
|
标准:锡球熔焊成“鼓形”如下图所示
图10 BGA锡珠焊接后侧面图
|
|
现象:枕头效应
图10 枕头效应 |
|
原因:电路板的BGA零件在回焊(Reflow)的高温过程中,BGA载板或是电路板因为受不了高温而发生板弯、板翘(warpage)或是其他原因变形,使得BGA的锡球(ball)与印刷在电路板上的锡膏分离,当电路板经过高温回焊区后温度渐渐下降冷却,这时IC载板与电路板的变形量也慢慢回复到变形前的状况(有时候会回不去),但这时的温度早已低于锡球与锡膏的熔锡温度了,也就是说锡球与锡膏早就已经从熔融状态再度凝结回固态。当BGA的载板与电路板的翘曲慢慢恢复回到变形前的形状时,已经变回固态的锡球与锡膏才又再次互相接触,于是便形成类似一颗头靠在枕头上的虚焊或假焊的焊接形状。 |
 中文版
中文版 English
English